【塑料襯板廠家】 塑料襯板的生產(chǎn)與裝配
纏繞式提升機(jī)大多配備了螺旋繩槽塑料襯板 (以下簡(jiǎn)稱塑襯),塑襯上加工有螺旋排列的繩槽。塑襯具有質(zhì)量輕、機(jī)械強(qiáng)度較高、耐磨、耐油、耐潮濕等特點(diǎn);它使用方便,具有良好的經(jīng)濟(jì)性。塑襯材質(zhì)的彈性模量低于鋼襯,可以降低鋼絲繩與繩槽的接觸應(yīng)力,從而減少鋼絲繩的磨損,延長(zhǎng)鋼絲繩的使用壽命。
塑料襯板(滾筒襯板)在我國(guó)提升機(jī)上已成功應(yīng)用了數(shù)十年。近年來,我國(guó)地下礦產(chǎn)資源的開采向深層擴(kuò)展,開采深度不斷增加,纏繞式提升機(jī)的規(guī)格越來越大,卷筒寬度越來越寬,應(yīng)用塑襯的提升機(jī)規(guī)格也隨之越來越大。卷筒直徑已經(jīng)從最初的 1.6 m 增大到 5.5 m,甚至 6.0 m;卷筒寬度已經(jīng)從最初的 1.2 m 增加到 3.0 m以上。塑襯與卷筒采用不同材質(zhì),兩者的線膨脹系數(shù)并不相同。
塑料襯板生產(chǎn)及安裝的主要步驟如下:
(1) 調(diào)配塑襯材料,裝入擠出機(jī);
(2) 加熱擠出機(jī);
(3) 將塑襯材料從擠出機(jī)中擠出;
(4) 將擠出的塑襯材料放入模具中壓制;
(5) 削除塑襯飛邊;
(6) 壓制塑襯繩槽;
(7) 劃線,采用鋸床將塑襯加工出所需長(zhǎng)度;
(8) 加工塑襯底部倒角;
(9) 給每塊塑襯編號(hào);
(10) 將塑襯運(yùn)輸至提升機(jī)安裝車間;
(11) 在塑襯上鉆孔,逐塊將塑襯安裝到卷筒上;
(12) 修配安裝最后一塊塑襯。至此,塑襯安裝完畢。
塑襯應(yīng)用于纏繞式礦井提升機(jī)上,塑襯的主要參數(shù)有塑襯長(zhǎng)度 L、節(jié)距 T、繩槽半徑 R、上表面寬度B、下表面寬度 b 等。纏繞式提升機(jī)應(yīng)在無爆炸介質(zhì)、空氣溫度為 5~ 40℃ 的環(huán)境中工作。可見,塑襯應(yīng)用的最低溫度為 5℃,最高溫度為 40℃。同時(shí),根據(jù)相關(guān)標(biāo)準(zhǔn),塑襯尺寸要在標(biāo)準(zhǔn)溫度 23±2℃ 的狀態(tài)下靜置 24 h 后再進(jìn)行測(cè)量。根據(jù)塑襯的加工過程,上述參數(shù)采用的工序和測(cè)量時(shí)的溫度如表 1 所列。
表1 塑襯主要參數(shù)所采用的工序、檢測(cè)與應(yīng)用溫度
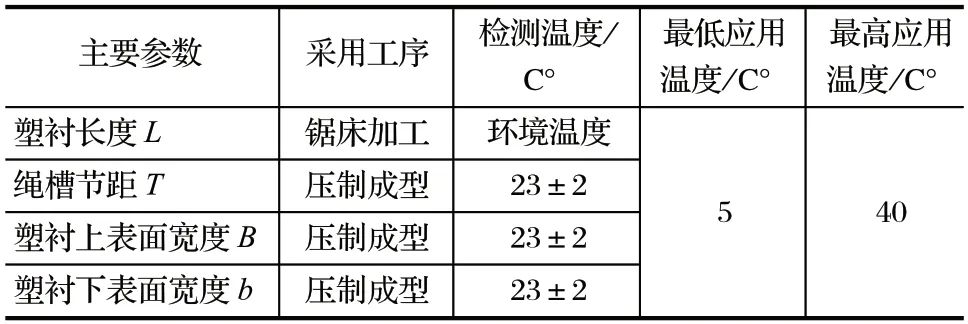
由表 1 可知,以平均檢測(cè)溫度 23℃ 考慮,塑襯最高應(yīng)用溫度為 40℃,比檢測(cè)溫度高 17℃;最低應(yīng)用溫度為 5℃,比檢測(cè)溫度低 18℃。以此為條件,計(jì)算隨溫度變化時(shí)塑襯與卷筒的相對(duì)變形量。
需要注意的是,采用鋸床加工塑襯長(zhǎng)度時(shí),如果環(huán)境溫度并不是國(guó)標(biāo)規(guī)定的 23±2℃,而是低于該溫度 (這種情況在冬季加工塑襯時(shí)較容易出現(xiàn)),則可能出現(xiàn)溫升變化大于 17℃ 的情況;如在環(huán)境溫度為5℃ 的情況下,鋸出塑襯長(zhǎng)度,而提升機(jī)現(xiàn)場(chǎng)最高溫度達(dá)到 40℃,則溫升可能高達(dá) 35℃。


