【塑料襯板廠家】線膨脹系數對塑料襯板寬度的影響
一、塑料襯板寬度的設計及影響因素
塑料襯板在卷筒上的分布如圖所示。通常,主要根據提升機的規格、塑襯根數、塑襯厚度等參數,來設計塑襯寬度 B 和b 的公稱尺寸。
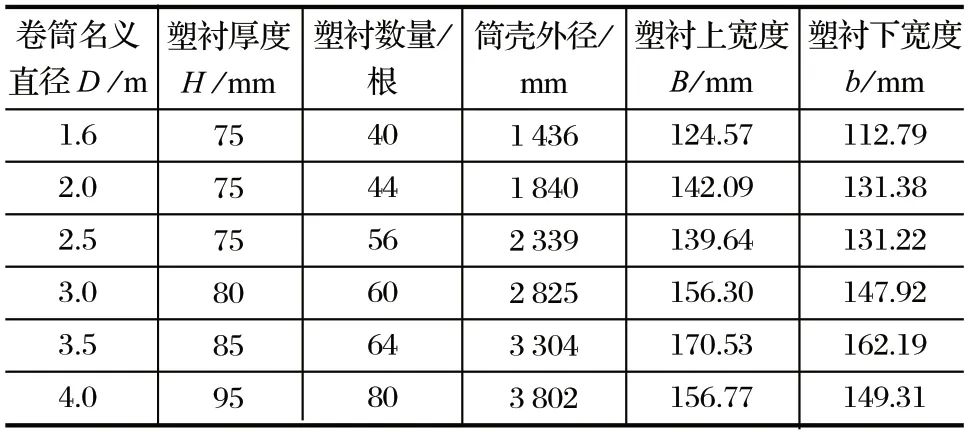
根據 JB/T 10994—2010《纏繞式礦井提升設備用塑料襯板》中規定的提升機規格、塑襯根數和厚度,計算 B 和 b 的公稱尺寸,如表所列。
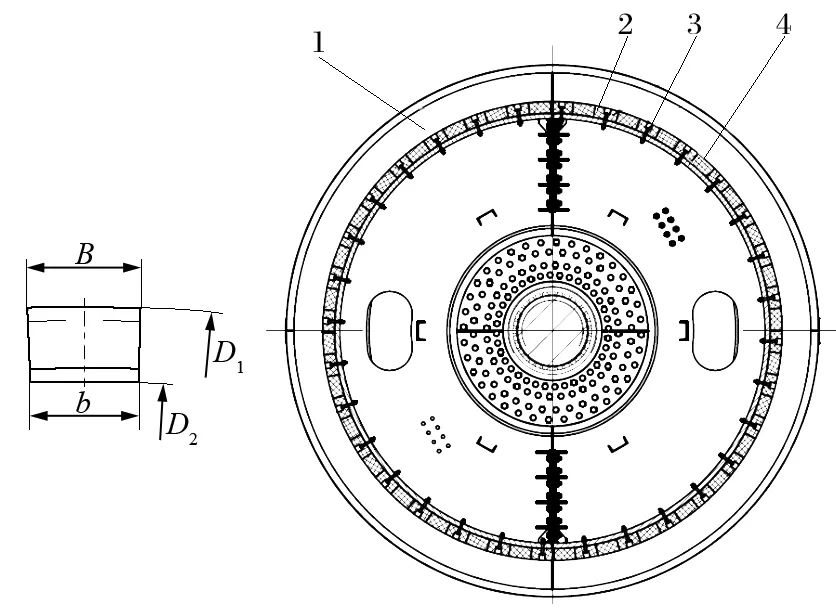
塑襯在卷筒上的分布
1.擋繩板 2.塑襯 3.安裝螺栓組件 4.卷筒筒殼
不同規格的提升機所采用的塑襯參數
在寬度尺寸 B和 b 的公差設計方面,目前塑料襯板生產廠家在設計塑襯時,習慣將公差定為提升機出廠前,塑襯在裝配車間逐塊安裝到提升機卷筒上,為了保證排列緊密,安裝時每塊塑襯之間盡量壓緊,最后一塊塑襯需要進行修配。
二、溫度變化及變形量
塑襯通常在車間內完成安裝。塑襯如果在冬天安裝,夏天時,則溫升為 35℃,塑襯將發生膨脹變形。
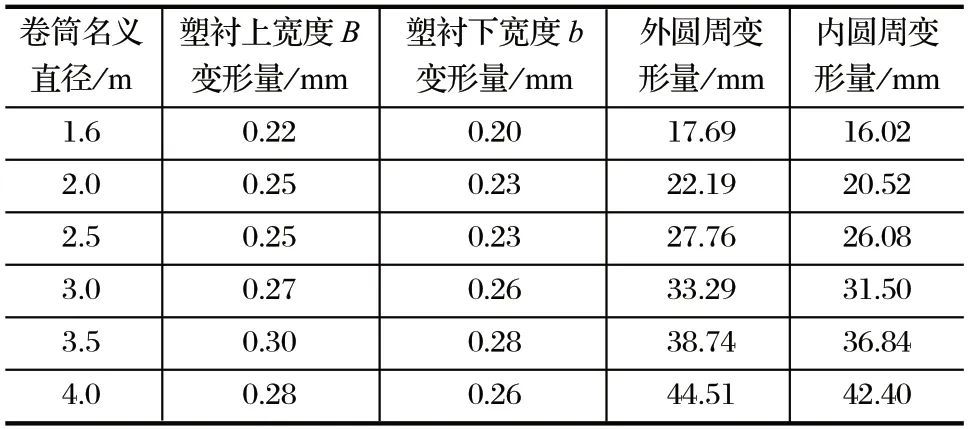
線膨脹系數對塑襯寬度公差的影響分為兩種情況,一種是單塊塑襯的寬度變化;另一種是整個圓周方向累積塑襯的寬度變化。根據表數值,利用公式進行相關計算,可得塑襯寬度 B 和 b 的相對變形量如表所列。
線膨脹系數對塑襯寬度及卷筒圓周變形的影響
由表可知,卷筒規格為 3.5 m 時,單塊塑襯變形最大,上寬度 B 的相對變形量為 0.30 mm,下寬度b 的相對變形量為 0.28 mm;卷筒規格為 1.6 m 時,單塊塑襯變形最小,上寬度 B 的相對變形量為 0.22 mm,下寬度 b 的相對變形量為 0.20 mm。提升機卷筒直徑越大,塑襯的外圓周累積變形越大,4 m 規格提升機的塑襯累積變形最大,外圓周變形為 44.51 mm,內圓周變形為 42.4 mm。
三、選擇與建議
目前塑襯生產廠家在設計塑襯時,習慣將塑襯寬度公差定為 。在塑襯安裝時,裝配車間反映安裝及修配困難。根據表所列,單塊塑襯的變形量較小,但其在圓周上的累積變形量不可忽略。這個變形量可能導致塑襯的擠壓變形,對卷筒和塑襯的使用壽命帶來不利影響。
因此,建議生產廠家將該塑襯的寬度 B 和 b 的公差改為同時,塑襯安裝時,要保證各塊塑襯之間留有均勻的間隙,避免溫升以后塑襯膨脹出現相互擠壓的現象。


