國信美達簡介多繩摩擦式提升機摩擦襯墊的使用維護
多繩摩擦式提升機是依靠鋼絲繩和摩擦襯墊之間的摩擦力來傳遞動力的,它承擔著鋼絲繩的重量、提升容器的重量、人員以及物料的重量以及在運行中的各種沖擊載荷和移動載荷。摩擦襯墊是提升機的重要組成部分,摩擦襯墊的性能以及工況情況直接影響著提升機的工作能力、效率和安全可靠性。摩擦襯墊的使用維護也是提升機日常維護重要組成。
多繩提升機摩擦襯墊的使用維護一般包括安裝、車削、更換3 個方面。摩擦襯墊大多采用固定塊壓塊式連接,以4繩提升機為例,襯墊的安裝方法如圖所示。
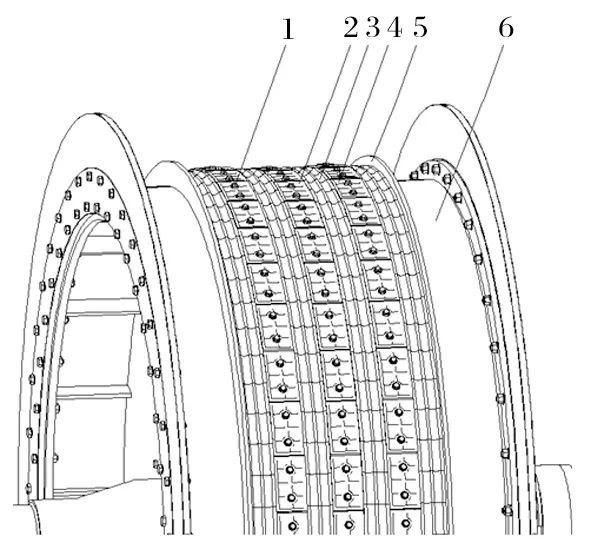
摩擦襯墊安裝示意
1.連接螺栓 2.固定塊 3.摩擦襯墊 4.壓塊5.擋繩板 6.筒殼
摩擦襯墊的安裝
一般情況下,摩擦襯墊是在提升機制造廠內裝配完畢發到現場;遇到特殊情況時,需在現場安裝摩擦襯墊。現場安裝時,需先對提升機設備進行相應固定,并做好相應的防護工作,然后按以下步驟進行。
(1) 將整個一周的固定塊全部裝好,使固定塊的兩側面到相應的擋繩板內側面的距離相等,距離誤差不得大于 0.2 mm,按擰緊力矩要求把緊螺栓。
(2) 將第 1 圈和第 4 圈摩擦襯墊沒有斜度的一側緊靠擋繩板內側面放于筒殼上 (注意:當襯墊與焊縫發生干涉時,應修正襯墊的倒角),將第 2 圈和第 3圈摩擦襯墊沒有斜度的一側緊靠固定塊的側面,使相鄰的摩擦襯墊相互靠近,并緊貼筒殼。裝配時,摩擦襯墊在一圈上的接頭應與相鄰的一圈上的接頭錯開。
(3) 嵌入壓塊,用螺栓將壓塊把緊,同時輕輕敲擊襯墊后部,使襯墊間緊貼無縫,按擰緊力矩要求把緊螺栓,使摩擦襯墊緊緊地固定在筒殼上。
(4) 轉動摩擦輪,用同樣的方法裝完整圈襯墊,每圈的最后一塊按實際情況修配,要稍長一點,嵌入后將相應的壓塊螺栓把緊。
(5) 全部襯墊裝配完后,應按擰緊力矩要求檢驗各螺栓是否把緊,襯墊在任何方向上不許有松動現象。
摩擦襯墊安裝完成后,還需做以下檢查工作。
(1) 掛繩后,慢慢啟動提升機,運行幾個循環后,檢查所有螺栓的擰緊力矩,如果緊固力不夠,用扭力扳手按力矩要求重新緊固螺栓。
(2) 運行一段時間后,重新檢查固定塊和壓塊的所有螺栓的擰緊力矩,如果緊固力不夠,用扭力扳手按力矩要求重新緊固螺栓。
(3) 在使用中,為了防止銹蝕,需要在鋼絲繩上(包括繩芯) 涂油時,必須使用經過認證且與摩擦襯墊匹配的專用增摩脂,嚴禁鋼絲繩帶有許用增摩脂之外的其他油脂和油污,否則會降低摩擦因數。
摩擦襯墊的車削
對于多繩摩擦式提升機,初次安裝襯墊、更換新的襯墊,或因襯墊磨損不均勻需修正襯墊時,需要用車槽裝置對摩擦襯墊進行繩槽車削,以增加鋼絲繩與襯墊間的接觸面積,調節各鋼絲繩間的拉力,進而延長鋼絲繩和摩擦襯墊的使用壽命。
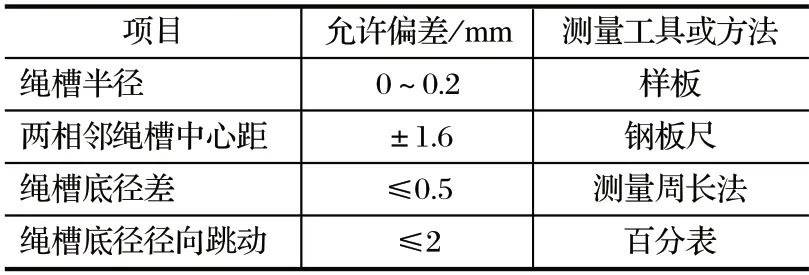
在安裝和使用中,摩擦襯墊的關鍵參數主要有繩槽半徑、繩槽中心距、繩槽底徑差、繩槽底徑徑向跳動,其要求如表所列。如不符合要求時,就需要對繩槽進行車削。
摩擦襯墊安裝和使用要求
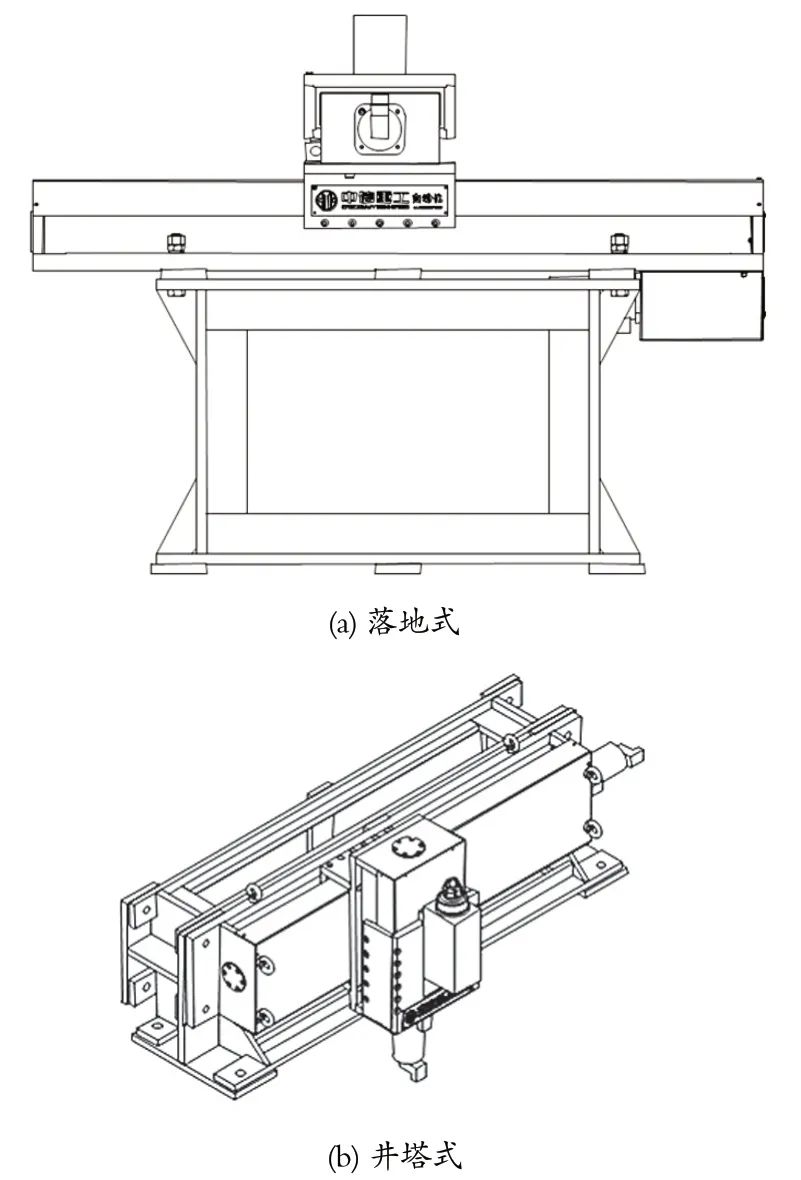
車槽裝置按使用場合,可以分為落地式提升機車槽裝置和井塔式提升機車槽裝置;按車削方式,可以分為傳統機械式車槽裝置和數控式車槽裝置。落地式提升機車槽裝置一般安裝于提升機司機側摩擦輪處;井塔式提升機車槽裝置一般安裝于提升機摩擦輪正下方,這樣可以在不拆卸鋼絲繩的情況下對摩擦襯墊繩槽進行車削。目前多繩摩擦式提升機大多采用傳統機械式車槽裝置,如圖所示。
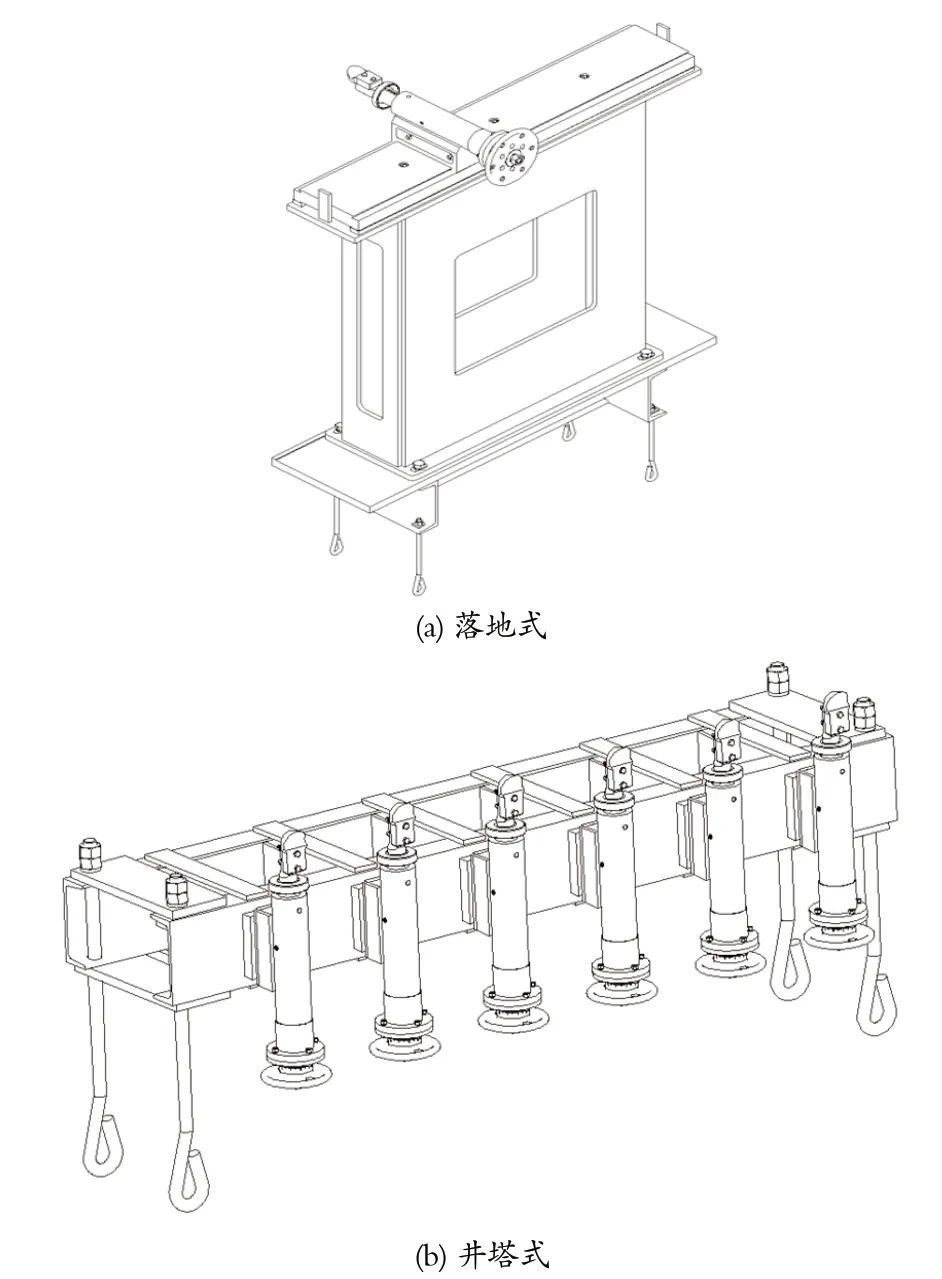
圖6 傳統機械式車槽裝置
傳統車槽裝置利用車刀車削的原理進行繩槽加工修正,具有結構簡單、易于操作、成本低的特點。但相對來說,每次車削繩槽前,需要人工測量各繩槽的尺寸情況,并進行對刀;一個繩槽車削完后,需要記錄總進刀量,作為下一個繩槽車削的參考值;車削一次進給量少,車削速度慢,加工光潔度、圓整度較差;車削過程耗時長,工作效率較低;車削操作時,容易出現啃刀、震刀現象。
基于以上原因,應市場需求就出現了數控車槽裝置,如圖所示。數控車槽采用銑刀銑削的原理進行繩槽加工,并通過數控系統自動控制銑刀的進給量和運動精度,自動檢測繩槽加工質量,并反饋到操作界面。